Construction Methods
We use Modular Monocoque construction. It allows us to build lighter frames that have a more complex shape. It also allows us to design for uninterrupted load paths in critical, high-stress areas. We could make a frame with fewer parts, but there’s a distinct advantage to using smaller parts. The smaller parts have larger openings, allowing access to the inside of each part. That access makes it possible to use perfectly form-fitting bladders, internal molds, and intensifiers. As a result, our parts have better material consolidation, increasing strength and fatigue life. It also gives us one more opportunity for quality control via a visual inspection of the inside of each part.
Bladder Molding
Bladder molding is the most sophisticated process currently used in lightweight hollow composite construction. Compacting the layers of material in the carbon fiber laminate is one of the keys to making a light, strong part.
Each frame is made up of multiple bladder molded parts. By making the front triangle in three parts, we have access to the inside of the part. This allows us to use perfectly form-fitting bladders, intensifiers, and internal molds to make sure every surface is perfectly flat, smooth, and compacted.


Compression Molding
The dropouts have a job that is different from the rest of the frame. The dropouts, which also hold the rear brake, are drilled and counterbored for the brake, and drilled for the axles and the derailleur hanger. They are squeezed between the axle and the hub and machined so everything fits perfectly. All of which would compromise a long-fiber part. As a result, the dropouts require a different construction method.
To make the dropouts, we use a process called compression molding. Rather than using long fibers laid up in specific orientations, compression molding uses chopped fibers (confetti) that are randomly packed into a mold and cured under pressure..
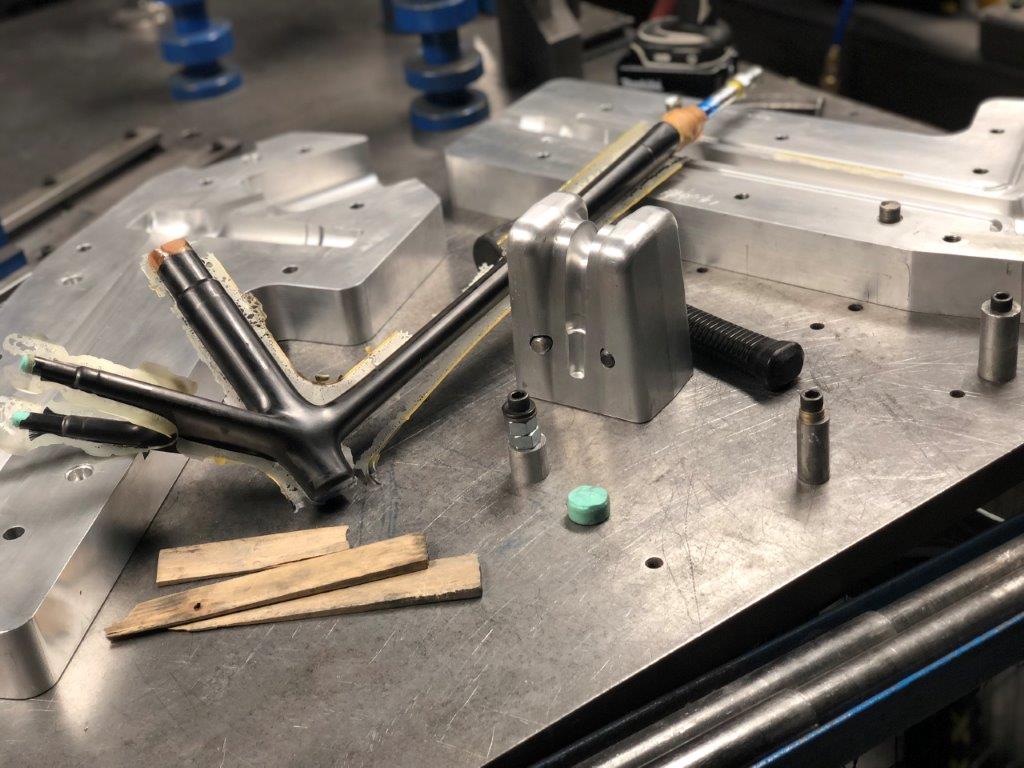
Frame Assembly
Once all of the frame’s parts have been made, they are prepared for assembly. We remove all flash, trim extraneous material, check all specifications, and dry fit the parts. Next we prepare the parts for bonding, one of the most important steps of frame assembly.
The frame parts are bonded in a very precisely aligned frame fixture. After the frame has cured, we transfer it to an inspection plate to verify that its alignment is correct. Then we apply a non-structural carbon over-wrap at each of the joints to produce a smooth and seamless final frame.

"We are actively developing the Pursuit process that ensures each frame meets our design goals. In addition to recording typical quality measures, we’ve implemented several other processes to track key manufacturing metrics."

Material Database
At Pursuit we use a tensile test, which gives us the modulus (stiffness) and ultimate strength of the material. We may also perform a burn-off test which tells us the ratio of carbon fibers to epoxy resin. We take that information and use it to optimize the strength-to-weight ratio of the final part.
Optimization
Once mechanical characteristics of the material and processing parameters have been confirmed, we apply those data to the frame design. We develop the general laminate of each portion of the frame and then zero in on the ply pattern.
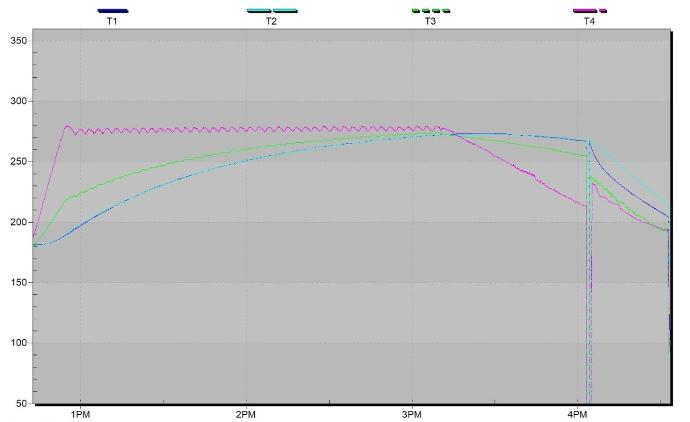
Cure Profiles
Properly curing carbon fiber optimizes its fatigue life. In order to ensure each part has met the temperature and time requirements to cure properly, all tools are fitted with multiple thermocouples and tested for hot and cold spots. Once we know how each tool responds to heat, we program a custom cure profile for that tool. We review all cures and then log that information in the corresponding frame’s record.
Bond Assurance
All of the frame’s parts are bonded together and each joint is wrapped with carbon fiber and then cured. If done correctly, the bonded joint will be stronger than the surrounding material. To ensure that bonds meet our requirements, we weigh and record all epoxy and check that all bond-lines meet spec.

Prototype Testing
We test during both process development and on randomized samples during production. We also conduct non-destructive tests on all parts as a matter of routine during the manufacturing process. All designs undergo ISO 4210-6 and EN 14781 testing during the design phase, process development phase and prototype evaluation.
Fatigue testing involves applying cyclic loads akin to hitting bumps and/or pedaling whereas impact testing is centered on a single front-end collision. Both tests help ensure we are building safe, reliable frames, while also providing us with important information that we can put back into R&D.
Tour the Framebuilding Process
Once the engineering and design work is done, the manufacturing begins. Our frames are made in-house and are built to order for each customer. We do all layups and molding here in Bozeman as well as final construction.
Below is a tour of a frame build. Although not complete, it gives a pretty good idea of just how much love and attention every single piece we make gets. Each frame is the center of our attention while we make it. There is no batch work and your frame is not just another number. It is made for you, with you in mind. And attention is paid to every little detail along the way.