There are almost as many methods for making a carbon bike as there are manufacturers. I think it’s fair to say that there is still a lot to be learned. That’s the fun part, there is plenty of room for improvement. While we all have our own variation on the theme, the bicycle industry has been using the same basic manufacturing processes for the last 20 years. There has been plenty of evolution in the form of small refinements which add up over the years, but not major incremental advancements.
You may hear the term Aerospace used when people refer to a supposed superior method of manufacture that is “above” that of the more pedestrian bicycle industry. The the truth be told, the bicycle industry has a relatively short design cycle, especially compared to the aerospace industry, so the bicycle industry is very quick to adopt new technology. The main difference lies in testing. Aerospace tests more, during all manufacturing steps of every part made. The same cannot be said for the bicycle industry. We’ll be writing more about this in the near future.
The bicycle industry has a lot to be proud of and does a great job. Building a lightweight, strong, hollow structure is very difficult to do. Some big brains have taken on the task and it’s led to several approaches, all having their own strengths and weaknesses.
So without getting too far into the weeds let me give a quick primer on what carbon fibers are and then we can move into the meat of this article; how bikes are being made with them.
A quick primer on what carbon fiber is

Photo courtesy of Strong Frames Inc (www.strongframes.com)
Carbon fiber is a very interesting material with incredible properties. While there are many types of carbon fibers the average carbon fiber is twice the strength of steel and 1/5th the weight. The fibers are 5–10 microns in size. For perspective a human hair is about 100 microns wide. And like a human hair, carbon fibers don’t have stiffness unless being pulled from the ends. This property results from anisotropy and is one of the reasons carbon can be so tricky to work with. Unlike metal, carbon fibers need to be placed in orientations that allow them to resist the forces being applied to them. You can read more about this in Jared’s blog post “Everyone hates a know-it-all…except when it comes to composites”.
Carbon fibers are usually bundled into tows, tapes, or woven into fabrics so they are easier to work with. A tow is basically a bundle, a tape is fibers in a flat epoxy matrix commonly referred to as prepreg and woven is your classic “weave” that can be either dry or prepreg.
Each of these configurations can be made with fibers of differing properties. Referred to by their modulus the fibers come in standard, high, and extra-high modulus. As the modulus goes up, the weight of the material goes down. But correspondingly, as the modulus goes up, the fiber is more brittle. A little more on balancing this property can be found here.
In order to create a material that can do the job required in a bicycle frame, multiple plys are stacked oriented in different directions. This stack of carbon fibers is called a laminate and the design of this laminate and the direction and shape of each ply make a laminate schedule. The most important goal when manufacturing with carbon fibers is to compact (consolidate) the plys so there is no air, gaps, or wrinkles and so that the resin (epoxy matrix that holds it all together) is optimized. If this is achieved, the laminate will work as a single unit and meet the designers goals. Unfortunately, in a hollow structure like a bike frame, it is easier said than done.
Common carbon bike construction methods
There are two construction methods that are commonly used; tube to tube (T2T) and molded.
TUBE TO TUBE CARBON FRAME CONSTRUCTION
T2T is popular among custom shops because it lends itself to full customization. Builders/Manufacturers can tailor tube size and specs as well as frame sizing and geometry to each customer.
T2T can be broken down into two types; lugged or wrapped. It is important to point out that the tubes that are being used in T2T can be roll wrapped, filament wound, or molded in the same manner as a complete molded bike. For more info on roll wrapping and filament wound tubes you can visit Rock West composites. They are a leading manufacturer of both tube types.
T2T construction is very similar to metal frame construction. The frame is made with tubes that are coped just as you would a metal bike. Then depending on the method used the tubes are either bonded into lugs or wrapped. Wrapped frames are “tacked” together with an epoxy, a fairing compound is applied to smooth the transition between tubes and finally a carbon fiber wrap is applied. Once the final carbon wrap is applied the material is consolidated and cured. Curing typically takes place in an oven although some manufactures use heated molds and other methods.

Photo courtesy of Strong Frames Inc (www.strongframes.com)
Types of T2T
Lugged – There are a few manufactures that use this process with great success. Tubes are bonded into carbon fiber lugs.
Pros – Utilizes precisely designed and manufactured parts. Typically these builders buy the parts from a third party supplier so once they are purchased construction is quite fast.
Cons – The constituent parts are expensive. Can limit custom variability.
Wrapped – This is the most common method used by professional custom framebuilders.
Typically done with prepreg uni sheets cut in specific shapes with specific fiber orientation.
Pros – Provides control over fiber orientation and when done well requires little finish work.
Cons – Very time consuming, requires an oven and vacuum bagging system and the most successful process variations are closely held secrets.
T2T frames are most commonly built with roll wrapped tubes in the front triangle and molded rear triangles. Most builders get their tubes and stays from third party vendors. Some of the more advanced custom builders are now starting to make their own molded tubes and stays in-house. We are also starting to see more small part manufacturing done in-house.
In the case of wrapped T2T construction, consolidation is required. That is the process of compressing the uncured carbon fiber in order to remove all air and optimize the strength properties of the carbon fiber. There are a couple common methods of consolidation:
Vacuum bagging is the most common. In this case the frame is wrapped and then placed in a vacuum bag and the air is pumped out. The process produces up to 1 atmosphere of compression to the frame.
Molds with trapped rubber is another. In this case the joint is placed in a mold with a silicone rubber sheet between the frame and the mold. When heat is applied the silicone expands applying pressure to the wrap and curing it. This can be done with heated molds or with unheated molds in an oven.
MOLDED CARBON FRAME CONSTRUCTION
Pros – Complete control over fiber orientation. No limits to shape and more fiber continuity across joint areas. Allows for minimal fiber, optimizing fiber use in every area.
Cons – Difficult to customize. Molds are very expensive. Challenging to get good compaction.
Types of molded construction
The word “monocoque” is often thrown around when referring to molded frames. Monocoque is referring to the fact that the frame is made up of one or very few parts versus a bunch of tubes that are joined together. We will use the term “molded” rather than monocoque.
Molded frames all have one thing in the common and that is they are made in a mold. What that means is that a large metal mold that is the negative of the final shape of the frame is used. Material is placed in the mold, the mold is closed, and pressure is applied to the inside of the frame to press the material against the mold halves and the mold is placed in an oven or heated press to cure the carbon.
The trick to molded frames is how to apply pressure from the inside of the hollow frame structure against the mold.
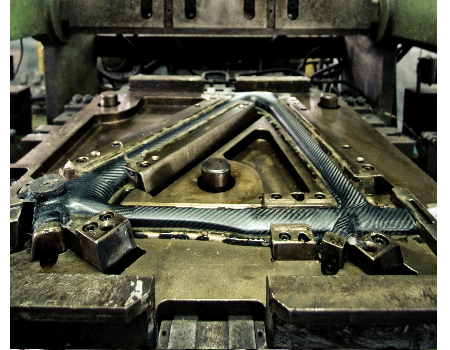
Cured front triangle in mold (http://italiancyclingjournal.blogspot.com/2010/03/making-of-carbon-fiber-frame.html)
Molded frames come in several types. The most notable differences you’ll find are the number of molded sub-assemblies each frame is made up of and the ways the inside of the material (being inside a hollow structure) is supported during consolidation.
Lower cost frames often use a bladder made of a very thin light material that is left permanently in the frame after curing. This allows the manufacturer to make the frame in fewer pieces reducing or eliminating the additional processes and necessary equipment to bond the pieces together.
Typically, as the quality of the frame increases so does the number of molded sub-assemblies. The reason for this is because stiffer internal molds are used to produce better compaction but there needs to be a way to remove them. The high end frames using multiple sub-assemblies use several commonly accepted bladder/internal mold types:
- The simplest method is to lay the carbon into the mold halves, insert a bladder and close the mold, blow up the bladder and cure. When cured the bladder can then be removed.
- A similar method to above is to use a silicone or latex bladder filled with glass beads or other media to provide body. This allows the tech to wrap the carbon fiber around the bladder rather then placing it in the mold. The beads are removed, the part is placed in the mold and air pressure is applied during the cure. The bladder can then be pulled out and reused. The advantage to this process is more sophisticated laminate designs.
- In larger shops in China and Taiwan rather than glass beads the bladder is formed around EPS (expanded polystyrene) for building the laminate and is removed with acetone or something similar. After curing the bladder can be pulled out.
- There are a few other methods that are less popular such as backing up a thin poly urethane internal mold with the bladder or using solid silicone mandrels.
- I’m a sure there are many others that are secret, hybrids or I just don’t know about.
So for the most part, this covers all the basics. Over the coming months Jared and I will expand on these as well as other technical issues. We’ll also drill down into more detail in areas that really interest us. Jared will bring a very sophisticated scientific approach for those that really appreciate the tech and I’ll try to bridge the gap to the layperson wanting a more practical understanding.
Please feel free to comment in the comment section below. We will be monitoring and responding to the comments. And if you want to be alerted to future postings add yourself to our Update List and you’ll receive an email when we publish new material. We do not share, rent, lease, give away, or abuse your info in any way.